










 françaisfr
françaisfr
françaisfr
7 . Test de pression de la pile de joints V-PACKING de 375 pouces
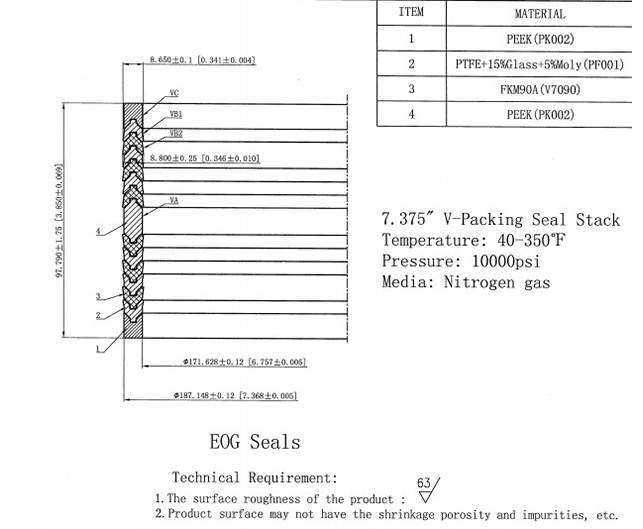
Les joints JST peuvent fournir emballage en V fabriqué à partir de sa gamme d'élastomères haute performance, PTFE et PEEK. les applications typiques incluent la garniture de pompe à boue, où le joint rencontre une haute pression et des milieux de broyage contenant divers solides, de l'huile et de l'eau.
l'objectif de cette procédure de test est d'évaluer la qualité du joint non élastique JST, pile de joints v-packing conception selon API 19LH pour une performance bidirectionnelle sans bulle à une pression de gaz de 10,000 PSI et à une température maximale de 350 ℉ avec un cycle de température de 140℉, après cinq "coups de couteau" mécaniques à 280 ℉. la procédure de test se réfère au test V1 du v-packing 7.375inch OD qui est fourni par JST. la condition de test et les exigences sont indiquées comme suit :
température : 98.9℃~176.7℃ (210℉~350℉)
pression : 10 000 psi
pression de saignement : ≤200psi/min
média : azote gazeux et fluide hydraulique (transaqua™ ht2)
éprouvette : V-PACKING 6.750 ID X 7.375 od
vzq1715zy3g02
luminaire :.103640289
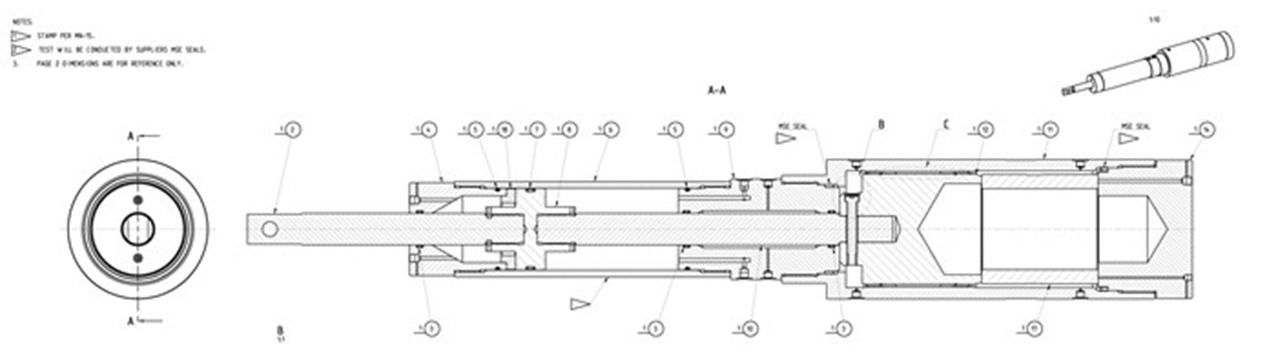
2. assemblages de montages de dessin et de test
3. étapes de test
1. pendant le chauffage de l'appareil,, assurez-vous de stabiliser la température en laissant un temps de trempage approprié (environ.~2 heures) pour permettre un chauffage uniforme.
2. avant chaque maintien de pression, assurez-vous que la pression se stabilise avant de commencer la durée de maintien
3. stabilisation de la pression : permettre à la pression de se stabiliser à une valeur cible avant le début de la période de maintien
4. pour le test de bulle : connectez une extrémité du tube/ligne au port de détection de bulle et l'autre extrémité à l'intérieur d'un verre d'eau pour observer les fuites de gaz
5. augmenter progressivement la pression pour régler la pression pendant le test hydraulique à une étape de 3000 psi et maintenir pendant 1 min à chaque étape
6. sauf indication contraire du fournisseur/fabricant,, les opérations de décompression hydraulique (purge) doivent être effectuées à un taux de 6.9 mpa bar (1 000 psi) par minute
7. augmenter progressivement la pression pour régler la pression pendant le test de gaz @ étape de 1500 psi et maintenir pendant 1 min à chaque étape
8. purger la pression du gaz à ~ 200 psi/min.
9. la pression appliquée sur les joints est la pression différentielle. ne dépasse jamais la pression absolue d'un côté au-dessus de 12 000 psi.
10. veuillez vous assurer que l'azote est purgé dans une zone bien ventilée pour éviter les problèmes de sécurité pour le personnel autour
11. vérifier la date limite d'étalonnage des équipements de mesure et de surveillance utilisés pendant les essais
12. cinq coups mécaniques inclus (stab-in, stab-out, stab-in, stab-out, stab-in).
13. ne dépassez pas la pression de couteau de plus de 1000 psi.
14. boîtier (13), joint inférieur (14) l'inspection dimensionnelle pré-test doit inclure au minimum toutes les dimensions avec une tolérance inférieure à 0.005in, inspecter les surfaces d'étanchéité qui ont ra 63 ou moins
15. procéder à l'inspection dimensionnelle complète pour le v-packing (1).
16. enregistrer la température et la pression pendant le test.
17. pendant le test, collectez toutes les preuves vidéo ou illustrées.
18. Un LVDT ou un potentiomètre de chaîne doit être utilisé pour mesurer le mouvement du piston
19. pendant le test si l'un des objectifs d'une étape donnée n'est pas atteint. veuillez contacter l'ingénierie avant de continuer
4. critères d'acceptation
les critères d'acceptation se réfèrent à l'API 19LH V1 : aucune bulle ne peut s'infiltrer dans les chambres hydrauliques en 15 minutes.
5. inspection et assemblage de la pile de joints
avant l'essai | après essai | ||
① | 187.148(±0.12) | 187.10-187.15 | 187.10-187.15 |
② | 171.628(±0.12) | 171.60-171.65 | 171.60-171.65 |
③ | 97.79(±1.75) | 97.90-98.1 | 98.9-99.1 |
④ | 8.8(±0.25) | 8.85-8.89 | 8.85-8.89 |
⑤ | 8.65(±0.1) | 8.65-8.70 | 8.65-8.70 |
figure 8-1 : contrôle dimensionnel des empilements de joints pré/post-test
inspection visuelle de la pile de joints

le résultat du test montre qu'après cinq "coups de couteau" mécaniques à 280 ℉ :
1. aucune bulle n'a été observée au test de gaz à 350℉ en 15min
2. aucune bulle n'a été observée au test de gaz à 210℉ en 15min
le résultat du test répond aux critères d'acceptation, JST V- la pile de joints d'étanchéité passe le test avec succès.
Précédente :
3" Test externe S SEAL PR2 en présence de BVSuivante :
Rapport de test de l'élément de garniture de 5 poucesNouveau blog



Pour Demandes de renseignements sur nos produits ou Pricelist, laissez-nous s'il vous plaît et nous serons en contact dans les 24 heures.



 No. 1, Xinyu North Road, Ningxi Street, Zengcheng District, Guangzhou, China 511340
No. 1, Xinyu North Road, Ningxi Street, Zengcheng District, Guangzhou, China 511340
© droits dauteur: 2026 Guangzhou JST Seals Technology Co., Ltd. Tous les droits sont réservés.
Numériser vers WeChat




